



文字或许能描绘护栏,M型防撞护栏好品质选我们产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:九江永修护栏,M型防撞护栏好品质选我们的图文介绍

购买须知
一、起订量:我公司 中央分隔栏产品有库存标准款和定制款,定制款可来图,或者根据您的需求定制。
二、报价:价格根据客户 中央分隔栏下单数量以及材质、尺寸、颜色等要求核算,网上报价为参考价格。
三、下单方式:下单以双方签字盖章的合同为准。
四、付款方式:银行转帐汇款,30%预付款,尾款付清发货。
五、货期:根据 中央分隔栏生产任务排单,正常交货时间为收到定金起1-20天。
六、运输方式:物流或者快递送货上门,物流费用我公司承担。
七、售后服务: 中央分隔栏售出若无质量问题,概不退换;若为本公司 中央分隔栏产品质量问题,本公司负责维修或者退换,所产生费用本公司负责。
八、其他未尽事项由双方协商解决


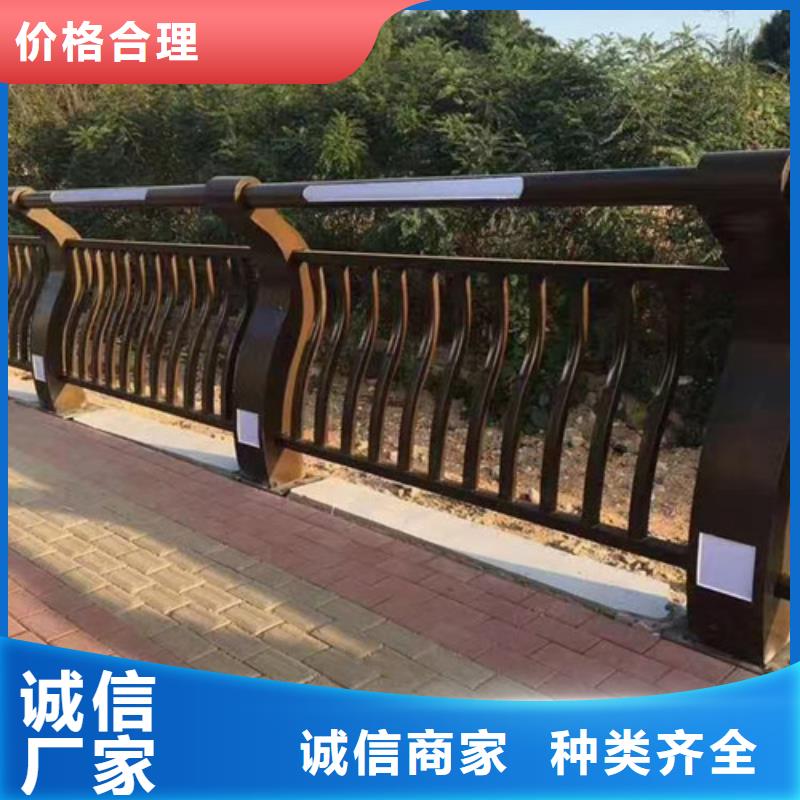
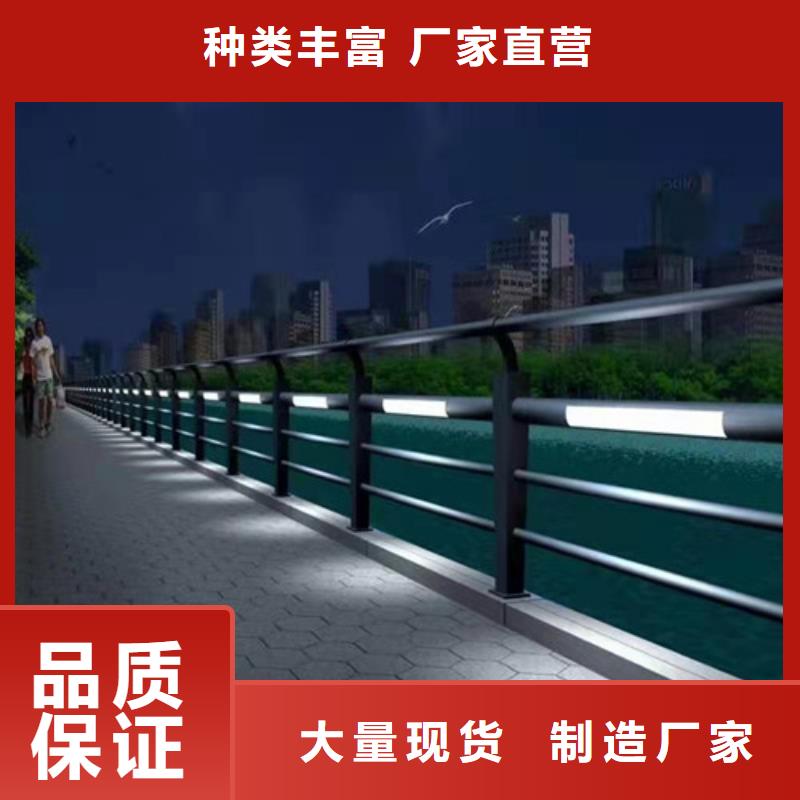
立柱款式:高组合式、来图来样定制、可随意穿管、挂玻璃、样式与接轨、外观追潮流时尚、品质被界内公认、不经意中常被效。立柱包装:纸箱、木箱、贴膜发货方式:临近物流中心,合作,发货方面快捷,价格合理。栏杆立柱定制流程:客户提供:图纸、图样、实物、其中有一样,就可以定制。 提供要求:材质、数量、高度、具体尺寸、表面处理、工艺、包装、交货期、运输等。具体沟通:工厂设计师会与你沟通洽谈更具体情况。工厂报价:根据以上要求、工厂会在短时间内迅速报价。护栏简介:不锈钢复合管栏杆,它不仅具有不锈钢管豪华美观和现气息,又具有普通碳钢管坚韧性。 不锈钢复合管由来和构造理复合管桥梁护栏厂家直价格不锈钢复合管简介:不锈钢/碳钢复合管,是由不锈钢(SUS304)与优质碳素结构钢(Q195-Q23SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢卓越美观华丽外表,抗腐蚀性能和碳素钢结构强度大诸多突优点,与纯不锈钢管相比,节约了成本,增加了强度。 2002年10月,不锈钢复合管标准GB/T18704-2002顺利台,不锈钢复合管从材料选,工艺选择,质量标准,市场等诸方面,都有了一套严格管理规范。不锈钢复合管这一新绿色材料从此步入了良性发展轨道。 201不锈钢复合管32*2抗老化不锈钢复合管厂家直外衬复合管是有不锈钢和碳素钢复合而成统称不锈钢复合管常规格565*265*563。



不锈钢复合管护栏焊接进程
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。

